Термообработка ёмкостей Е–60/1 и Е–60/2 предприятия ОАО «НАФТАН» (г.Новополоцк, Республика Беларусь)
Термическая обработка нагревом изнутри корпусного оборудования в условиях реконструкции действующего производства
При реконструкции нефтехимических и нефтеперерабатывающих производств возникает необходимость заказа и приобретения нового технологического оборудования в том числе и корпусного. Однако при обоснованном научно-техническом подходе нельзя исключать возможность использования в новых производственных процессах ранее эксплуатирующегося оборудования, которое по своему конструктивному и материальному исполнению является близким или полным аналогом требуемому новому.
Пример такого подхода — реконструкция предприятием ОАО «Нафтан» (г. Новополоцк Республика Беларусь) ряда ранее эксплуатирующихся ёмкостей для их последующей работы в коррозионно-активных средах. Одним из основных условий, допускающих такую возможность, является проведение термообработки сварных соединений корпусов по режиму высокого отпуска с целью снижения уровня остаточных сварочных напряжений [1, 2]. Практическая реализация данного условия возможна тремя основными способами:
- Местным нагревом с использованием электронагревателей сопротивления [3].
- Печным нагревом.
- Внепечным объёмным нагревом.
Использование местного нагрева для снижения уровня остаточных сварочных напряжений эффективно при незначительном объёме выполненных сварочных работ.
Печной нагрев эффективен в любом случае, при условии нахождения стационарной термической печи с необходимыми техническими характеристиками на самом производстве, либо в непосредственной близости от него. Доставка оборудования и тем более крупногабаритного, с целью проведения термообработки, на большие расстояния требует специальных транспортных средств, решения многих дополнительных организационно-технических вопросов, значительных финансовых затрат, а также сопряжена с риском повреждения изделий при транспортировке.
Внепечной объёмный нагрев позволяет выполнять термообработку изделий аналогично печному, но непосредственно на строящемся объекте, или производственно-монтажной площадке ремонтно-механического цеха предприятия с соблюдением всех необходимых требований предъявляемых к качеству проведения процесса, а также сократить сроки монтажных работ и ввода оборудования в эксплуатацию. В связи с указанным, специалистами ОАО “ВНИИПТхимнефтеаппаратуры” (г.Волгоград) совместно со специалистами ОАО “Нафтан” (г.Новополоцк) способ внепечного объёмного нагрева был выбран, как наиболее рациональный, и правомочность проведения которого подтверждается основными нормативно-техническими документами [1, 2].
В общем виде способ внепечной термической обработки заключается в нагреве внутреннего объёма изделия, теплоизолированного с наружной поверхности, продуктами сгорания жидкого топлива, полученными в процессе работы специальных теплогенераторных устройств [4]. При этом нагреву по режиму высокого отпуска подвергается весь корпус изделия, а следовательно одновременно все выполненные сварные соединения. Особенность конструкции применяемых теплогенераторов обеспечивает высокую скорость подачи теплоносителя во внутренний объём нагреваемого объекта, что в свою очередь вызывает интенсивную рециркуляцию продуктов сгорания в его внутреннем пространстве, и способствуют равномерному распределению температуры по всей площади нагреваемой поверхности.
Одно из первых термообработанных изделий, аппарат 235-V-II (фото 1), реконструированный с учётом последующей работы в условиях коррозионной среды (моноэтаноламин), имел размеры: диаметр 3000 мм, длина 20000, толщина стенки 14 мм, материальное исполнение Ст3сп5, масса 30 тонн.
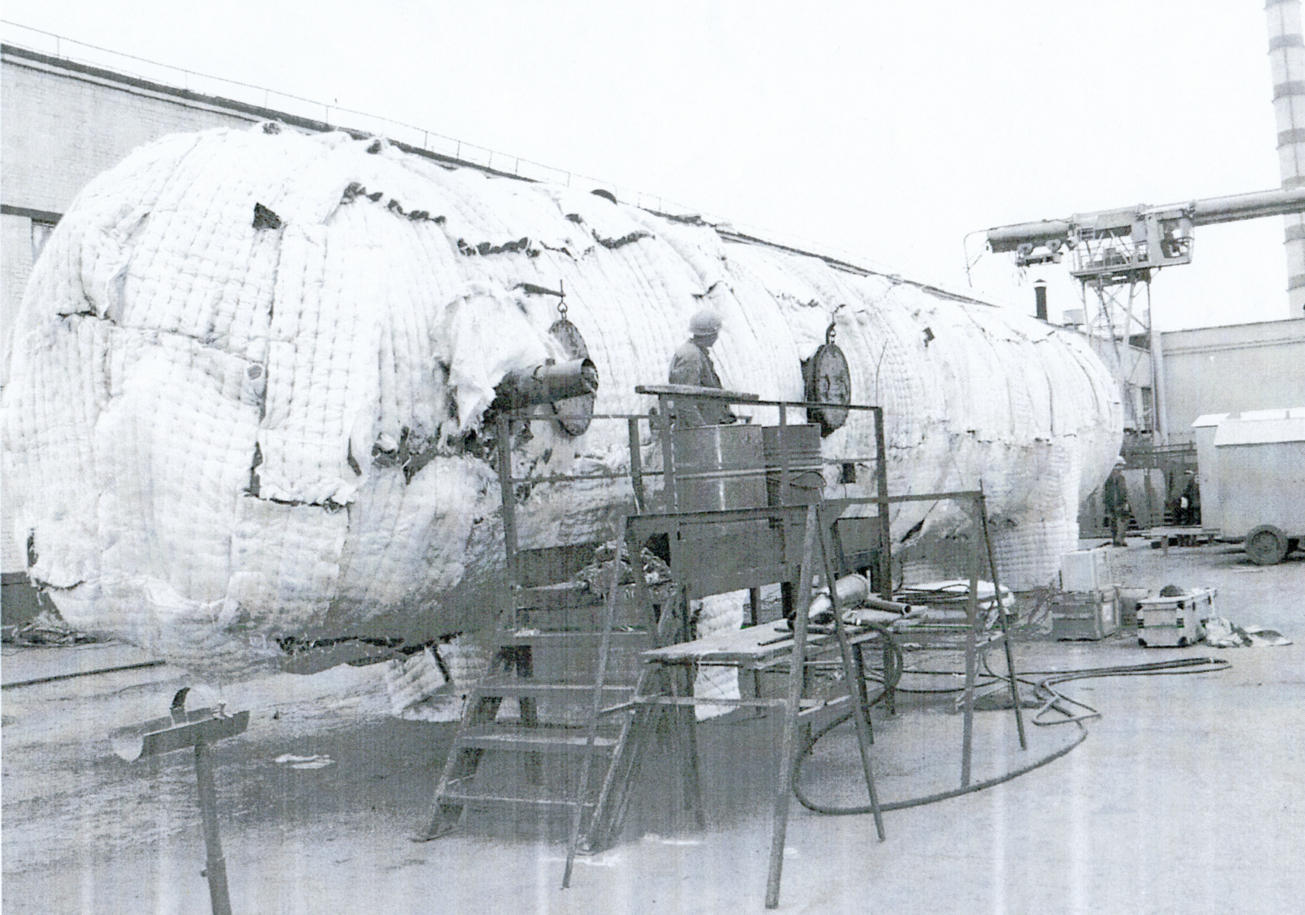
Положение аппарата — горизонтальное. Требовалось термообработать весь корпус по режиму высокого отпуска.
Учитывая большую длину, а также расположение аппарата, затрудняющие процессы теплообмена, внутренняя полость аппарата была разделена надвое временной теплоизолирующей перегородкой. Вся наружная поверхность теплоизолировалась минераловатными матами толщиной 60 мм. Подача продуктов сгорания из теплогенератора осуществлялась через устройство ввода теплоносителя закреплённого на фланце одного из имеющихся на корпусе штуцеров. Причём конструкция устройства позволяла при необходимости изменять направление теплового потока.
Режим работы теплогенератора (интенсивность и температура теплового потока) регулировался за счёт изменения подачи топлива и воздуха в камеру сгорания. Процесс проводился по частям: сначала по заданному режиму нагревали одну половину аппарата и после выдержки переносили нагрев на вторую половину, уже предварительно подогретую до температуры 200–250 ºС отработанным теплоносителем из первой части аппарата, где режим термообработки был повторён. Таким образом весь аппарат прошёл последовательную термическую обработку по режиму высокого отпуска. Перепад температур при нагреве до 350 ºС по длине и диаметру не превышал 50 ºС, к моменту и в период выдержки — 30 ºС. Общий цикл термообработки составил 10 часов. Расход топлива составил 700 литров. Подготовка, установка теплоизолирующей перегородки, теплоизоляции, монтаж и подключение термоэлектрических датчиков, теплогенератора и проверка работоспособности — две смены.
Учитывая положительные результаты термообработки первого аппарата, способом внепечного объёмного нагрева были термообработаны ещё пять реконструированных ёмкостей Е 100 — 104, с целью последующей эксплуатации их в комплексе гидрокрекинга на линии сероводорода. Размеры ёмкостей: диаметры 800 и 1200 мм, длины 3000 — 4800 мм, толщины стенок 8 и 14 мм. Материальное исполнение сталь 09Г2С. Масса от полутора до четырёх тонн. Термообработка проводилась по режиму высокого отпуска. Перепад температур по длине и диаметру при нагреве не превышал 40 ºС, при выдержке — не более 20 ºС. Время термообработки пяти ёмкостей составило пять смен. Количество израсходованного дизельного топлива на все изделия — 400 л. Учитывая небольшие габариты установки теплоизолирующей перегородки не потребовалось.
Завершающим этапом проведения работ на предприятии ОАО «Нафтан» явилась термообработка двух крупногабаритных ёмкостей Е–60/1 и Е–60/2 одинакового конструктивного исполнения, предназначенных для использования в цикле производства маслосмазочных присадок и битума. Значительный объём сварочных работ при проведении реконструкции, а также толщина стенки изделия 32 мм вызвали необходимость проведения объёмной внепечной термической обработки независимо от условий дальнейшей эксплуатации [1, 2]. Размеры ёмкостей: диаметр 3400 мм, длина 12000 мм, материальное исполнение сталь 16ГС, масса 50 тонн, расположение при термообработке — горизонтальное. Практическая реализация данного способа при нагреве конструкций такой массы предварительно обосновывалась выполнением тепловых расчётов, результатом которых явился выбор оптимальной схемы нагрева, количества источников тепла, толщины теплоизоляции, а также необходимого количества топлива. Нагреву по режиму высокого отпуска подвергалась вся поверхность изделий. Вход и выход теплоносителя осуществлялся через имеющиеся штатные штуцера на корпусе.
Перепад температур по длине и диаметру при нагреве не превышал 50 ºС, при выдержке — 30 ºС. Время термообработки до достижения металлом при остывании температуры 350 ºС — составило 14 часов. Для выполнения термообработки потребовался один теплогенератор ТГЖ с максимальной тепловой мощностью 1 МВт. Теплоизолирующие перемычки не устанавливались. Расход топлива на выполнение термообработки одной ёмкости составил 1000 литров.
Во всех случаях процесс нагрева проводился и контролировался вручную по показаниям контрольно-регистрирующего прибора. Контроль и регулирование для аппарата 235-V-II и ёмкостей Е–60/1, Е–60/2 осуществлялось по двенадцати термоэлектрическим датчикам ТХА (К) выведенных на контрольно-регистрирующий прибор, для ёмкостей Е 100 — 104 по шести аналогичным датчикам.
Управление процессом проводилось путём изменения мощности теплогенератора, и изменением направления тепловых потоков. Режимы нагрева всех изделий записывались на диаграммную ленту прибора, с последующей передачей обработанного в соответствие с требованиями технической документации оригинала Заказчику.
Применение способа внепечного объёмного нагрева позволило сократить сроки работ по реконструкции оборудования с обеспечением их высокого качества в части проведения термообработки.
Технология обеспечивает равномерный нагрев и управляемость процесса с точки зрения достижения и равномерности распределения температуры, что, как следствие, приводит к снижению уровня остаточных сварочных напряжений, и позволяет повторно использовать ранее работавшее оборудование в условиях повышенных требований к его качеству и надёжности.
Приведённые примеры показали, что практически во всех случаях возможна разработка технологических приёмов нагрева, учитывающих конструктивные особенности термообрабатываемого оборудования.
Литература
- 1. ОСТ 26-291-94. Сосуды и аппараты стальные сварные. Общие технические условия. — Москва: НПО ОБТ, 1994 г.
- 2. ПБ 03-576-03. Правила устройства и безопасной эксплуатации сосудов работающих под давлением. — М.: Государственное унитарное предприятие “Научно-технический центр по безопасности в промышленности Госгортехнадзор России”, 2005 г.
- 3. Корольков П.М. Термическая обработка сварных соединений. — Киев. Экотехнология 2002 г.
- 4. Лавров А.И., Ловырев П.Б., Бабкин В.А. и др. Теплогенератор. Свидетельство на полезную модель № 29130. Бюл. №12, 27.04.2003 г.
